 Инт'Л Традинг Цо., Лтд.")
Srpski језик
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик







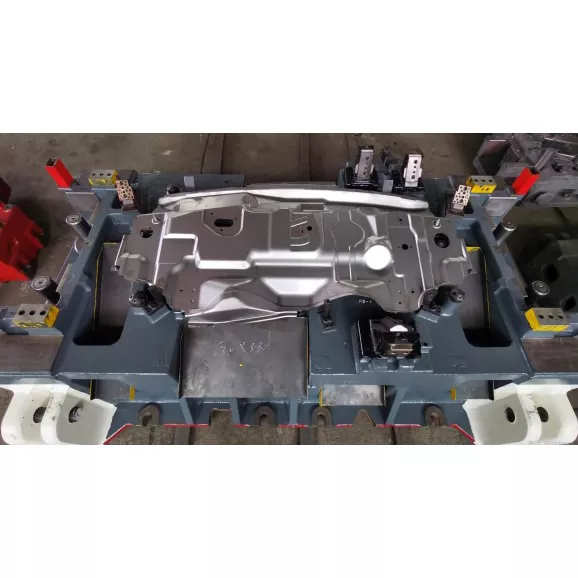
Матрице за штанцање склопа предњег панела аутомобила
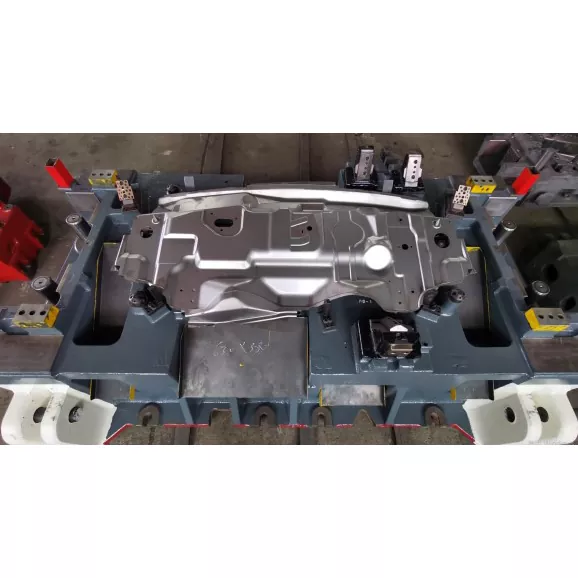
Склоп предњег панела аутомобила је основна носива компонента каросерије возила, која подржава критичне компоненте као што је моторни простор и подноси ударна оптерећења. Као професионални произвођач матрица за штанцање у аутомобилима, СИКАИДА се фокусира на истраживање и развој и производњу високо прецизних калупа за штанцање предњег панела аутомобила, интегришући више напредних технологија како би се осигурала структурна чврстоћа и безбедносне перформансе склопа предњег панела. Са седиштем у Кини, СИКАИДА је поуздан добављач за глобалне произвођаче аутомобила, који поседује комплетан систем производње и контроле квалитета.
СИКАИДА матрице за штанцање склопа предњег панела аутомобила су независно развијена прецизна опрема високог квалитета, погодна за масовну производњу склопова предњег панела. Решавајући сложену структуру и високе захтеве склопа предњег панела (велике плоче каросерије), матрица интегрише напредне технологије за решавање кључних производних изазова. Фабрика је опремљена професионалном опремом и наменским тимом који обезбеђује да квалитет матрице задовољава стандарде.
Детаљи о производу
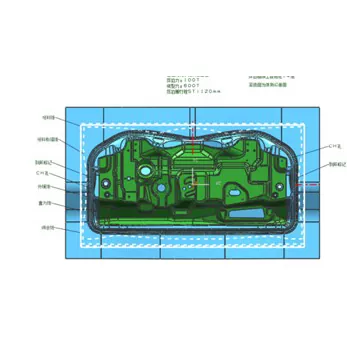
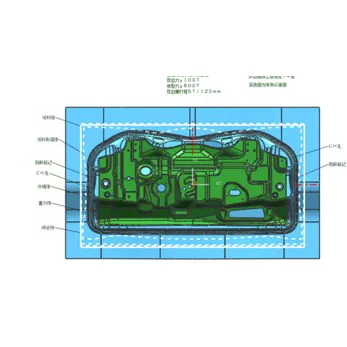
1. Формирање велике структуре панела каросерије
Прецизна контрола протока материјала и истезања, тачност кључних димензија унутар ±0,1 мм, грешка равности ≤0,15 мм/м; Области дубоког извлачења користе прогресивно обликовање у више пролаза да би се избегли дефекти материјала и побољшао принос.
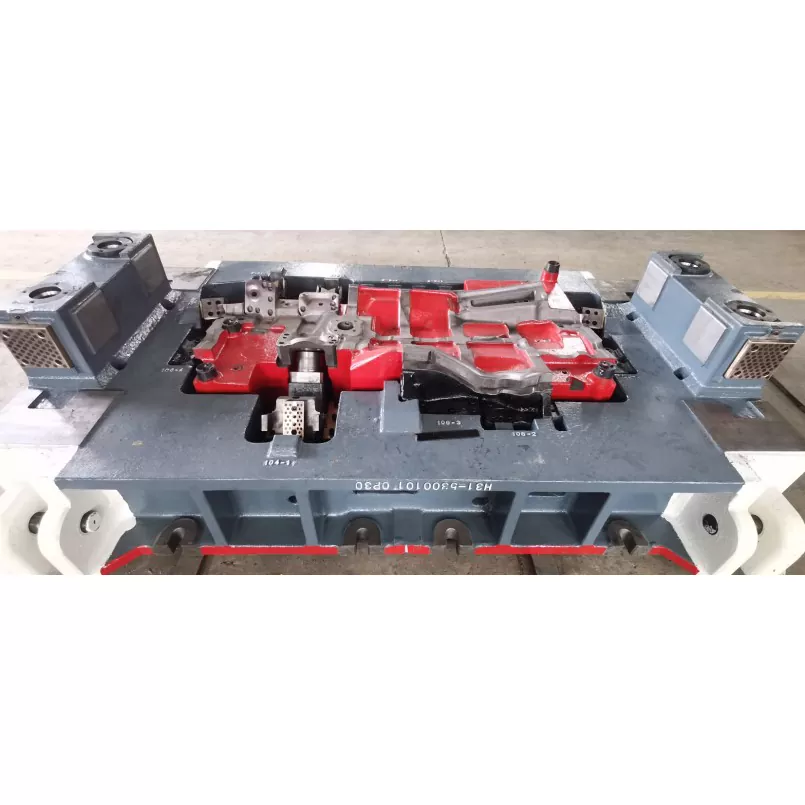
2. Технологија формирања сложених закривљених површина
Матрице за монтажу предњег панела аутомобила користе обликовање хиперболоида и подесиву структуру профила. У комбинацији са ЦАЕ анализом и оптимизацијом процеса, решава проблеме као што су набирање и пуцање, постижући површинску тачност унутар ±0,05 мм, обезбеђујући компатибилност са суседним компонентама.
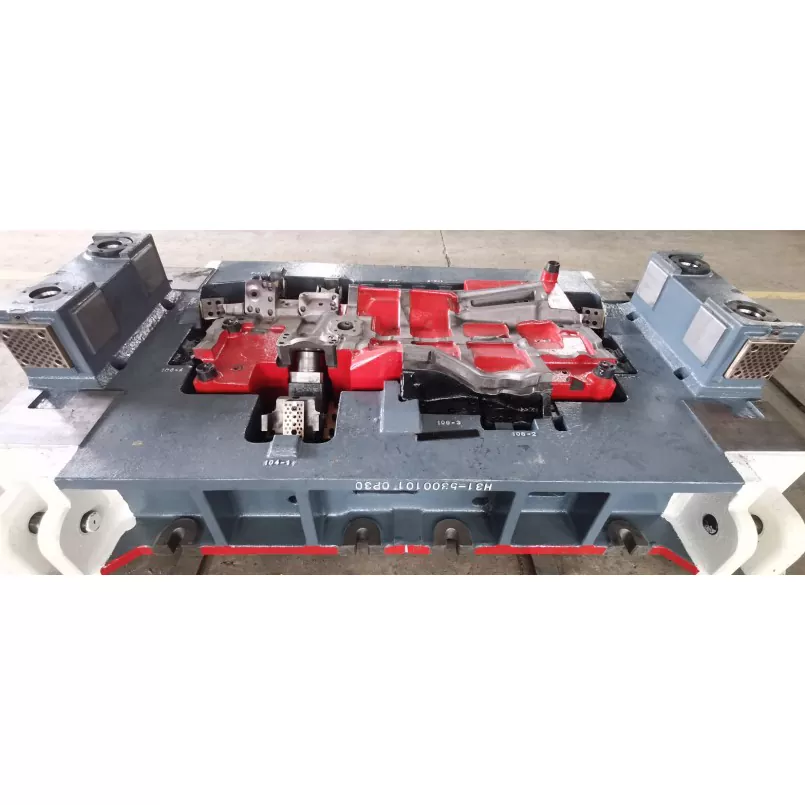
3. Интегрисани дизајн греде за ојачање
Предњи панел и арматурна греда су интегрисани помоћу сплит-цавити технологије, прилагођавајући се материјалима високе чврстоће и обезбеђујући геометријску тачност греде за ојачање (равност ≤0,1мм/м, паралелност ≤0,15мм).
4. Вишекомпонентно интегрисано обликовање
Вишеструки процеси су интегрисани, довршавајући вишекомпонентно формирање у једној операцији штанцања; модуларни дизајн и брза промена калупа прилагођавају се производњи са више спецификација, постижући стопу искоришћења материјала ≥80% и побољшавајући ефикасност производње.
5. Висока прецизност и безбедност
Високо-прецизно навођење и контрола повратне спреге притиска обезбеђују критичну тачност рупе унутар ±0,05 мм; оптимизован конструкцијски дизајн обезбеђује пројектовану деформацију током судара, гарантујући безбедност путника.
6. Интелигентна контрола и оптимизација процеса
Дијелови за штанцање за монтажу предњег панела аутомобила користе ЦАЕ софтвер за оптимизован дизајн, користећи контролу са три петље и интелигентни систем праћења за праћење статуса формирања у реалном времену, обезбеђујући стабилан квалитет производа.


Карактеристике производа и апликације
1. Путничка возила: Обезбеђује крутост каросерије и безбедност од судара, испуњавајући захтеве за спољашње заптивање;
2. Комерцијална возила: Издржи тешке ударе, осигуравајући структурну поузданост и издржљивост;
3. СУВ/теренска возила: Прилагођава се великим моторним просторима, побољшавајући предњу заштиту;
4. Електрична возила: Прилагођава се посебним захтевима као што су батерије и расхладни канали, а такође узима у обзир лагани дизајн;
5. Тркачки аутомобили/аутомобили за перформансе: Испуњава аеродинамичке, лагане и високе захтеве за крутост;
6. Камиони/Аутобуси: Прилагођава се великим возилима, обезбеђујући носивост и сигурност од судара.
Увод у процес производње
1. Дизајн и анализа производа
Професионални софтвер се користи за анализу формабилности и оптимизацију процеса ради одређивања оптималних параметара, сигурности балансирања и тачности монтаже.
2. Дизајн структуре калупа
Потпуни 3Д дизајн, модуларна структура, лако одржавање, прилагодљив за аутоматизовану производњу и роботски рад.
3. Избор и припрема материјала
- Радни делови: Одабран је челик за калупе високе тврдоће, са специјалном легуром која се користи у областима дубоког вучења;
- Основа калупа/стандардни делови: висококвалитетни челик је одабран да обезбеди снагу и прецизност;
- Површинска обрада: нитрирање, тврди хром, итд., за смањење трења и адхезије.
4. Прецизни процес обраде
Груба обрада омогућава завршну обраду. Завршна обрада се изводи употребом врхунске опреме, постижући храпавост површине од Ра0,2, тачност положаја рупе од ±0,01 мм и тврдоћу ≥ХВ950 након површинског ојачања.
5. Склапање и отклањање грешака
Прецизна монтажа, отклањање грешака у параметрима на машини, инспекција првог комада и серијска пробна производња обезбеђују стабилност и поузданост калупа.
Трендови развоја
1. Лагана и висока чврстоћа: Прилагођавање новим материјалима и коришћење напредних процеса, балансирање између мале тежине и сигурности;
2. Оптимизација прецизности и безбедности: Развијање ка прецизности на нивоу микрона, јачање онлајн детекције и оптимизације колизија;
3. Флексибилна производња: Брза замена калупа (≤15 минута), прилагодљива за производњу у више варијанти, мале серије;
4. Дигитално отклањање грешака: Комбиновање дигиталних близанаца за скраћивање развојних циклуса за више од 30%;
5. Зелена производња: еколошки прихватљива и штедљива, прилагођава се потребама нових енергетских возила.
Често постављана питања
П1: Који се материјали обично користе у калупима за штанцање предњег панела аутомобила?
А1: Радни делови углавном користе челик за калупе високе тврдоће као што су СКД11, Цр12МоВ и ДЦ53. За дубоко извлачење делова за формирање и ојачавање подручја формирања греда, користи се брзорезни челик или цементни карбид из металургије праха. Оквир калупа користи конструкцијске челике као што су челик 45 и К235, а стандардни делови као што су стубови за вођење и вођице користе челик за лежаје ГЦр15. За високо захтевне закривљене површине за формирање, понекад се користе керамички или дијамантски премази да би се обезбедила отпорност на хабање и век трајања калупа.
П2: Колико је дуг производни циклус за калупе за монтажу предње маске аутомобила?
О2: У зависности од сложености и захтева за прецизношћу склопа предње маске, производни циклус је обично 16-24 недеље. Стандардним калупима за монтажу предње маске потребно је приближно 16 недеља, сложеним закривљеним калупима предње маске је потребно 20 недеља, а ултра-великим или лаганим калупима за монтажу предње маске може бити потребно више од 24 недеље. Специфични циклус зависи од сложености структуре предње маске, тежине формирања закривљене површине и захтева за перформансе безбедности од судара.
П3: Колики је век трајања калупа?
А3: Под нормалним условима употребе и одржавања, животни век калупа за штанцање склопа предње маске може достићи преко 300.000 циклуса. Одабиром висококвалитетних материјала, правилном топлотном обрадом и прецизном машинском обрадом, животни век неких калупа може да достигне 500.000 циклуса. Подручја високог хабања, као што су дубоко извучене површине за формирање, ојачане површине које формирају греду, и закривљене површине захтевају редовно одржавање и замену како би се обезбедио квалитет производа и стабилност обликовања.
П4: Како се гарантују прецизност и безбедност склопа предње маске?
А4: Оптимизацијом параметара процеса формирања кроз ЦАЕ анализу, коришћењем система за вођење високе прецизности, контролисањем отпора материјала и расподелом дебљине и редовном провером и одржавањем прецизности калупа, тачност димензија склопа предњег панела може се контролисати унутар ±0,1 мм, а равност спојних површина 15 мм може да достигне унутар/мм. Истовремено, разуман структурални дизајн и процес термичке обраде осигуравају да склоп предњег панела има довољну структурну чврстоћу и перформансе сигурности од судара.
П5: Које су кључне контролне тачке у процесу производње калупа за штанцање предњег панела аутомобила?
А5: Кључне контролне тачке у производњи калупа за монтажу предњег панела укључују: ① Прецизну обраду профила великих покривних површина како би се осигурала равност и тачност површине; ② Јачање квалитета обликовања конструкција греда како би се осигурала позиција и чврстоћа; ③ Контрола протока материјала сложених закривљених површина како би се избегли дефекти; ④ Прецизна обрада монтажних рупа како би се осигурала тачност монтаже; ⑤ Процес топлотне обраде како би се осигурала тврдоћа и жилавост. Свака контролна тачка захтева строгу контролу квалитета и контролу процеса, посебно прецизну контролу формирања великих покривача и сложених закривљених површинских структура.
Хот Тагс: Матрице за штанцање склопа предњег панела аутомобила, Кина, произвођач, добављач, фабрика
Пошаљи упит
Контакт информације
-
Адреса
Фенгзе Тво Авенуе, Балитаи Индустриал Парк, Јиннан Дистрицт, Тиањин Цити, Кина
-
Тел
-
Е-маил
Добродошли на нашу веб страницу! За упите о нашим производима или ценовнику, оставите нам своју е-пошту и ми ћемо вас контактирати у року од 24 сата.











