 Инт'Л Традинг Цо., Лтд.")
Srpski језик
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик



Машина за штанцање на левој страни аутомобила
СИКАИДА Аутомотиве матрица за штанцање са леве стране је велики, високо прецизан и сложен систем калупа за штанцање посебно дизајниран за штанцање леве интегралне бочне плоче од челичних или алуминијумских лимова. Састоји се од више радних станица, укључујући калупе за слепљивање, матрице за извлачење, матрице за обрезивање и калупе за прирубнице. Као професионални произвођач у Кини, СИКАИДА користи напредне концепте дизајна, прецизну технологију производње и поуздане перформансе за креирање производа водећих у индустрији који у потпуности испуњавају високе стандарде савремене аутомобилске производње, посвећени пружању висококвалитетних решења за штанцање глобалним произвођачима аутомобила.
СИКАИДА Аутомотиве матрица за штанцање са леве стране је велики, високо прецизан и сложен систем алата за штанцање који је развио СИКАИДА за штанцање леве интегралне бочне плоче од челичних или алуминијумских лимова. То није једна матрица, већ комплетан интегрисани систем који укључује кључне компоненте као што су матрице за слепљење, матрице за извлачење, матрице за обрезивање и матрице за прирубнице. Ниво производње овог производа директно представља највиши стандард матрица за штанцање панела каросерије аутомобила и представља основни симбол свеобухватне снаге СИКАИДА-е као професионалног добављача у индустрији калупа.
Детаљне карактеристике производа
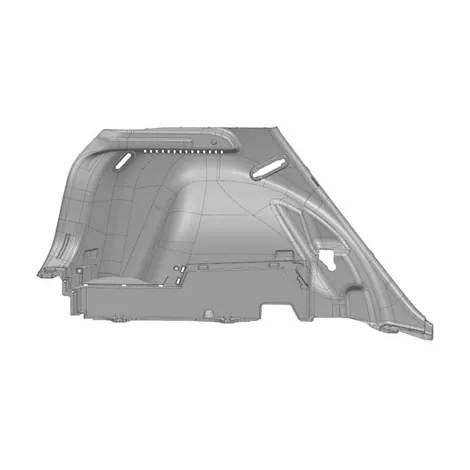
1. Велика величина и сложена структура
Леви бочни панел аутомобила је велике величине (обично преко 1,5 метара у дужину и 0,8-1 метар у ширину), сложеног облика, укључујући карактеристике дубоког цртања, сложене закривљености, отворе прозора и линије карактеристика. СИКАИДА-ина матрица за штанцање левог бочног панела аутомобила може прецизно да формира рупе за монтажу, ребра за појачање и детаље прирубница на бочном панелу. Кроз професионалну симулацијску анализу и оптимизацију структуре калупа, осигурава разумну дистрибуцију напрезања и стабилно обликовање.
2. Висока прецизност и захтеви високог квалитета
Као главна спољашња компонента аутомобила, лева бочна плоча мора бити без огреботина, бора, удубљења и других недостатака. СИКАИДА стриктно контролише квалитет, са строгим захтевима за завршну обраду површине калупа и расподелу притиска. Површине за формирање кључева су фино полиране до завршне обраде у огледалу, ефикасно избегавајући површинске дефекте узроковане трењем између лима и калупа током штанцања.
3. Вишепроцесно интегрисано обликовање
Штанцање левог бочног панела захтева континуирано довршавање више процеса, укључујући слепљивање, цртање, обрезивање и прирубљивање. СИКАИДА-ина матрица за штанцање са леве стране у аутомобилима беспрекорно ради са модерним аутоматизованим производним линијама, користећи технологију роботског трансфера за постизање континуираног штанцања у више станица. Ово балансира ефикасност производње са доследним квалитетом производа, а научни распоред процеса скраћује производне циклусе и смањује трошкове.
4. Сложен систем за вођење и балансирање
Обраћајући се сложеним облицима и великим димензијама бочних панела, матрица је опремљена системом за вођење високе прецизности (водећи стубови, вођице, бочне вођице) како би се обезбедило прецизно затварање горње и доње матрице. Свеобухватан систем балансирања (азотне опруге, механички балансни блокови) обезбеђује стабилно и безбедно штанцање, продужавајући век матрице.
5. Напредни систем за подмазивање и вентилацију
Матрица има сложен систем аутоматског подмазивања који аутоматски примењује мазиво током штанцања, смањујући трење између лима и калупа и побољшавајући квалитет обликовања. Велике матрице за извлачење су опремљене системом за вентилацију са више тачака за спречавање бора, удубљења и других дефеката у формирању узрокованих заробљеним ваздухом.


Карактеристике производа и апликације
СИКАИДА Аутомотиве Лефт Сиде Панел Стампинг Дие се првенствено користи у производњи бочних панела за путничка возила као што су лимузине, СУВ и МПВ. Такође се може користити у производњи бочних панела кабине и других облога за комерцијална возила. Калупи су направљени од легираног челика високе чврстоће, са кључним површинама које су подвргнуте топлотној обради и прецизном полирању, што резултира високом отпорношћу на хабање, високом прецизношћу и дугим веком трајања. Као професионална фабрика са великим искуством у производњи, СИКАИДА може прилагодити решења калупа према различитим моделима возила и потребама купаца, испуњавајући различите производне захтеве аутомобилске индустрије.
Увод у процес производње
1. Анализа производа и ЦАЕ симулација
Пре дизајна калупа, СИКАИДА користи професионални софтвер за симулацију штанцања као што су АутоФорм и Динаформ да предвиди могућност обликовања, напрезања и отпорност бочних панела, унапред идентификује ризике квалитета, оптимизује процесна решења и структуре калупа и смањује трошкове пробних и модификација.
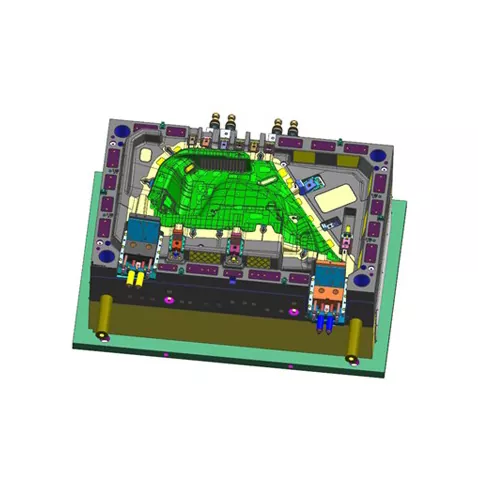
2. Дизајн калупа
Напредни софтвер за 3Д дизајн као што су УГ и ЦАТИА се користи за комплетирање комплетног 3Д дизајна свих компоненти, укључујући горњи калуп, доњи калуп и притисни прстен. Фактори као што су дебљина лима и компензација опруге се у потпуности узимају у обзир да би се осигурала тачност и стабилност калупа. Шему дизајна прегледају и потврђују професионални инжењери.
3. Избор материјала
Подлога за штанцање са леве стране аутомобилске плоче користи висококвалитетни угљенични конструкциони челик (као што је челик 45) или легирани конструкциони челик (као што је 42ЦрМо) како би се осигурала жилавост и крутост. Радни делови (профили, резне ивице) користе алатни челик са високим садржајем угљеника и хрома (као што су Цр12МоВ, СКД11) или челик од металургије праха да би се обезбедила висока тврдоћа, висока отпорност на хабање и продужио век трајања калупа.
4. Прецизна обрада
- Груба обрада: Почетна обрада се изводи помоћу велике порталне глодалице или ЦНЦ порталног обрадног центра, уз додатак за завршну обраду.
- Завршна обрада: прецизна обрада профила и резних ивица брзим ЦНЦ обрадним центрима осигурава тачност димензија и храпавост површине.
- Специјална обрада: Машинска обрада са електричним пражњењем (ЕДМ) се користи за обраду сложених профила и углова; жица ЕДМ се користи за обраду прецизних рупа и контура; каљење и каљење се изводе да се постигне тврдоћа од 48-52 ХРЦ.
- Површинска обрада: на профиле се наноси тврдо хромирање или нитрирање ради побољшања тврдоће и отпорности на хабање, а такође се врши превенција рђе и одмашћивање.
5. Састављање и отклањање грешака (Т0 пробни калуп)
Све компоненте су састављене у комплетан калуп, уграђен на опрему за штанцање за пробно обликовање. Професионални техничари више пута прилагођавају параметре процеса као што су притисак и ход док се не произведе квалификовани део. Након прегледа првог комада и потврде мерења димензија, испоручује се купцу.
Трендови развоја
1. Ултра-велики интегрисани калуп
Аутомобилске бочне плоче се развијају према већим интегрисаним структурама, које захтевају већу тонажу калупа (до 2000 тона и више) и стабилност димензија. СИКАИДА континуирано оптимизује дизајн и технологију обраде, омогућавајући развој ултра великих интегрисаних бочних плоча за штанцање како би се задовољиле потребе нових енергетских возила и модела следеће генерације.
2. Примена лаких материјала
Са развојем аутомобилске лаке тежине, нови материјали као што су челик високе чврстоће и легуре алуминијума се широко користе. СИКАИДА оптимизује структуру калупа и технологију површинске обраде како би се прилагодила карактеристикама формирања нових материјала (нпр. матрице за извлачење од легуре алуминијума опремљене су специјалним премазима и системима за подмазивање).
3. Интелигентна производња и дигитализација
Сензори притиска и температуре су уграђени у калуп за праћење параметара штанцања у реалном времену, омогућавајући предвиђање одржавања и оптимизацију процеса. У комбинацији са дигиталном технологијом близанаца за виртуелно отклањање грешака, развојни циклус се може скратити за 20-30%, побољшавајући ефикасност истраживања и развоја.
4. Брза промена матрице и аутоматизација
За потребе производње у више варијанти, мале серије, калуп усваја структуру брзе промене калупа (брзо стезање, аутоматско позиционирање), заједно са аутоматизованим роботима и системима за контролу вида, постижући висок степен аутоматизације у производњи штанцања и побољшавајући флексибилност производње.
Често постављана питања
П1: Који се материјали обично користе за матрицу за штанцање на лијевој страни аутомобила?
А1: База калупа обично користи висококвалитетни угљенични конструкциони челик (као што је челик 45) или легирани конструкциони челик (као што је 42ЦрМо). Радни делови (профили, резне ивице) користе високоугљенични, високохромирани алатни челик (као што су Цр12МоВ, СКД11) или челик од металургије праха како би се осигурала висока тврдоћа (48-52 ХРЦ) и висока отпорност на хабање. Неки врхунски калупи користе технологију цементног карбида или површинског премаза да би продужили животни век.
П2: Колико је дуг производни циклус за калуп за штанцање са леве стране аутомобила?
А2: Циклус производње штанцаних калупа за леву бочну плочу аутомобила обично се креће од 8 до 15 месеци, у зависности од фактора као што су сложеност дела, захтеви за прецизност и производни капацитет. Циклус развоја за сложене матрице са закривљеном површином може премашити 15 месеци, док једноставне структурне калупе могу бити завршене у року од 8 до 10 месеци. Цео процес, од дизајна и обраде до монтаже и отклањања грешака, захтева сарадњу више одељења.
Хот Тагс: Матрица за штанцање на левој страни аутомобила, Кина, произвођач, добављач, фабрика
Пошаљи упит
Контакт информације
-
Адреса
Фенгзе Тво Авенуе, Балитаи Индустриал Парк, Јиннан Дистрицт, Тиањин Цити, Кина
-
Тел
-
Е-маил
Добродошли на нашу веб страницу! За упите о нашим производима или ценовнику, оставите нам своју е-пошту и ми ћемо вас контактирати у року од 24 сата.











